摘要:电刷镀技术是再制造技术和表面工程技术的重要组成部分, 具有设备、工艺简单, 被层种类多、沉积快、性能优良等特点, 广泛应用于机械零件表面修复与强化。本文介绍了电刷被的原理、特点、常用电剧被溶液配方及电刷镀工艺和规范参数, 展望了电别桩技术的发展趋势。
关健词:
电刷镀、表面工程、电净、活化
电刷镀是依靠一个与阳极接触的垫或刷, 并提供电镀需要的电解液, 电镀时, 垫或刷在被镀的阴极上移动的一种电镀方法。它是一种很有发展前途的
表面工程维修技术, 特别是在现场不解体修理, 或对某些用其它方法难以修理的大型、复杂和贵重、精密零件进行修复, 以及为了获得小面积和高性能的薄
被盖层时, 采用电刷镀的方法可收到良好效果, 充分显示出无可比拟的优越性。其应用范围包括以下几个方面: 恢复磨损零件的尺寸精度与几何形状精度;修补零件表面的划伤沟槽、压坑; 补救加工超差产品; 改善和提高表面的抗磨、防腐蚀、耐高温氧化等性能; 装饰零件表面。
1.电刷镀的甚本原理
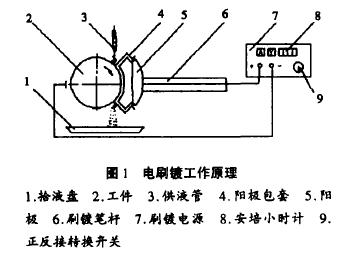
电刷镀使用专门研制的刷镀溶液, 各种形式的镀笔和阳极, 以及专用的直流电源, 电刷镀工作原理如图1 所示。工作时, 工件接电源的负极, 镀笔接电源的正极. 靠包裹着的浸满镀液的阳极在工件表面擦拭。镀液中的金属阳离子在直流电场的作用下向阴极表面迁移, 并获得电子还原为金属原子, 形成结晶而沉积成刷镀层。
2.电刷镀的特点
金属电刷镀的原理与一般槽镀相同, 但金属电刷镀不同于槽镀。其镀层不是在镀槽里获得, 而是用浸满镀液的电刷镀笔在工件上刷涂而获得的。因此,电刷镀与一般槽镀相比有如下特点。
2.1 设备特点
电刷镀设备多为便携式或可移动式, 体积小、重量轻, 便于拿到现场使用或进行野外抢修。不需要镀槽, 也不需要挂具, 设备数量大大减少。占用场地少, 设备对场地设施的要求大大降低。一套设备可以完成多种镀层的电刷镀。镀笔(材料主要采用高纯细石墨, 是不溶性阳极。石墨的形状可根据需要制成各种样式, 以适应被镀工件表面形状为宜。电刷镀, 也可以采用金属材料作阳极。设备的用电量、用水量比槽镀少得多, 可以节约能源、资源。
2.2 镀液特点
电刷镀溶液大多数是金属有机配合物水溶液,配合物在水中有相当大的溶解度, 并且有很好的稳定性。因而镀液中金属离子含量通常比槽镀高几倍到几十倍。不同镀液有不同的颜色, 透明清晰, 没有浑浊或沉淀现象, 便于鉴别。性能稳定, 能在较宽的电流密度和温度范围内使用, 使用过程中不必调整金属离子浓度。不燃、不爆, 无毒性, 大多数镀液接近中性, 腐蚀性小。因而能保证手工操作的安全, 也便于运输和储存。
2.3工艺特点
电刷镀区别于槽镀的最大工艺特点是镀笔与工件必须保持一定的相对运动速度。正是由于这一特点, 带来了电刷镀一系列优点。由于镀笔与工件有相对运动, 散热条件好。在使用大电流密度电刷镀时, 不易使工件过热, 其镀层的形成是一个断续结晶过程。镀液中的金属离子只是在镀笔与工件接触的那些部位放电还原结晶。镀笔的移动限制了晶粒的长大和排列。因而镀层中存在大量的超细晶粒和高密度的位错, 这是镀层强化的重要原因。镀液能随镀笔及时送到工件表面, 大大缩短了金属离子扩散过程, 不易产生金属离子贫乏现象。加上镀液中金属离子含且高, 允许使用比镀槽大得多的电流密度,因而镀层的沉积速度快。使用手工操作, 方便灵活,尤其对于复杂表面凡是镀笔能触及到的地方均可镀上, 非常适用于大设备的不解体现场修理。
3. 电刷镀溶液
电刷镀溶液是电刷镀技术的关键部分, 根据其用途分为表面处理液、金属电刷镀液( 它又分为单金属电刷镀液和合金电刷镀液)、退镀液和钝化液。共计5 大类18 个系列, 近100个品种。
4. 电刷镀工艺
4.1 电净处理
电净的目的是通过电化学处理去除工件表面的油膜, 一般用阴极电净法(工件接负极)。带棉花包套的镀笔蘸满电净液后在工件表面反复擦抹, 在电
场作用下电净液中氢离子迁移至工件表面, 获得电子成氢原子聚合为氢分子,以气泡形式逸出, 依靠气泡机械力将工件表面油膜撕破并被电净液中乳化剂乳化, 被镀笔和电净液带走, 从而清除工件表面的油膜。阳极电净( 工件接正极)时工件表面产生少量氧气, 气泡体积大使表面碱性下降减弱皂化作用, 气泡在表面滞留时间短, 逸出时带油能力弱, 故去油能力较差。电净工艺规范: 电净液, 正或反极性,10-20V。
4.2 活化处理
活化的实质是通过电化学和化学作用彻底除去镀件表面的氧化膜和其它杂质, 使电刷镀层与基体金属牢固地结合。活化可以在阳极上进行, 也可以在阴极上进行。阳极活化时, 工件接正极, 氧化皮的去除是借助于金属的电化学和化学溶解, 以及金属上析出氧气泡的机械剥离作用。阴极活化时,工件接负极,氧化皮的去除是借助于析出的氢对氧化物的还原和机械剥落作用。选用阳极还是阴极活化,必须考虑它们各自的特点。阴极活化的特点是基体金属几乎不受浸蚀, 但易引起氢脆。另外, 阴极浸蚀时, 往往有杂质和污物在零件表面上沉积出来。所
以, 大多数情况下采用阳极活化。对于几何形状要求严格的零件, 为了防止阳极活化时出现过漫蚀缺陷, 则联合进行阴、阳极活化较好。即先用阴极进行活化, 后转为阳极活化。后者可以去除阴极活化时附着在零件表面上的杂质和污物。这种联合活化工艺的优点是可以在一定程度上减轻氢脆现象。由于各种基体材料表面氧化膜和杂质的性质各异, 除去它们的电解液也就不同。为了便于使用, 通常配成几种活化液。常用的有l号、2号和3号活化液等。1号活化液用于去除各种金属表面的氧化膜, 尤其镍、铬和高碳钢等难镀材料表面的氧化膜,作用温和;2号活化液用于去除各种金属表面的氧化膜, 作用强烈; 3号活化液用于去除各类铁碳合金经1号或2号活化液活化后显露在工件表面上的石墨和碳化物, 提高镀层与基体金属的结合强度。活化工艺规范: 1号活化液, 正或反极性,6 -20 v ; 2号活化液, 反极性,6-15V;3号活化液, 反极性, 6-15V 。
4.3 镀底层
为了提高基体金属和镀层间的结合强度, 基体金属经电净、活化处理后一般不直接施镀欲镀金属,而是先镀一薄层过镀层, 或叫打底层。根据欲镀金
属种类不同和基体金属性质不同通常选用不同的过镀层, 常用打底层镀液有特殊镍电刷镀液。特殊镍电刷镀液可在不锈钢、铬、镍、钢、铁、合金钢、铸钢、铸铁、铜、铝以及其它高熔点金属基体表面获得结合良好的镀层。但沉积速度慢, 所以一般沉积过渡层厚度2-5um。镀底层工艺规范: 特殊镍电刷镀液,正极性,
18-20V 闪镀, 然后10-18V, 阴阳极相对速度10-15m/min
4.4 镀工作层
用于恢复尺寸和表面强化。根据工件使用工况选择不同的金属电刷镀液,常用的镀工作层镀液有快速镍电刷镀液。快速镍电刷镀液是电刷镀技术中应用最广泛的镀液之一, 镀层具有多孔倾向和良好的耐磨性, 在钢、铁、铝、铜和不锈钢等金属表面都有较好的结合力。该镀液主要用于恢复尺寸和作耐磨层,是一种质优价廉的镀液。被工作层工艺规范: 快速镍电刷镀液, 正极性,12-15V, 阴阳极相对速度12-15m/min。
5.电刷镀技术的发展趋势
随着现代工业的迅猛发展, 对机械产品零件表面的性能要求越来越高, 为了满足和适应高速、高温、高压、重载、腐蚀以及某些特定工况下使用的零部件的修复、保护、表面强化、改性等需求, 传统的电刷镀技术已显得力不从心,而采用纳米高新技术改造、提升传统电刷镀技术以获得性能优异的纳米复合镀层的
纳米电刷镀技术正在兴起, 研究成果不断涌现。此外, 电刷镀与热喷涂、离子注人、激光微处理、化学镀、高分子粘接、浸镀等其它表面技术复合应用, 是多种技术互相取长补短的有机融合, 是推广电刷镀技术在思想认识上的一次飞跃,是电刷镀技术发展的又一个新的里程碑, 它将使电刷镀技术更加灵活、多样化, 适应性更强, 应用领域更广。


 办公地址:武汉市江岸区二七路224号A区2楼
办公地址:武汉市江岸区二七路224号A区2楼